

アルミニウム(A5052)から、60mm角のプレートを削り出しました。 特に精度を重視し、ポケット加工では0.1mm、外周の切り抜きでは0.05mmという非常に細かい切込み量を設定。約4時間をかけて丁寧に仕上げることで、歪みのないシャープなエッジを実現しました。設計から加工プログラムの作成まで、一貫してFusion 360を使用しています。
| 項目 | 詳細 |
|---|---|
| 加工対象 | |
| 材質 | アルミニウム (A5052) |
| 仕上サイズ | 60 × 60 × 6 (mm) |
| 加工設定 | |
| 使用加工機 | Boxion-2015 |
| 使用ツール | 種類: 3mm 超硬エンドミル 刃数: 2枚 |
| 主軸回転数 | 10,000 rpm |
| CAMプログラム | |
| 使用ソフト | Fusion 360 (CAD/CAM) |
| ポケット加工 | 切込み: 0.1 mm 送り速度: 500 mm/min |
| 切り抜き加工 | 切込み: 0.05 mm 送り速度: 500 mm/min |
| その他 | |
| 総加工時間 | 約4時間 |

日本の象徴である富士山を削り出しました。加工には2mmのフラットエンドミルとR1mmのボールエンドミルを使い分け、ポケット加工を駆使しています。荒加工で効率的に形状を削り出した後、ボールエンドミルで仕上げることで、富士山の緩やかで美しい稜線を滑らかに表現しました。設計から加工プログラムの作成まで、一貫してFusion 360を使用しています。約3時間をかけた丁寧な加工により、木材ならではの温かみと、CNC加工による精密さが融合したオブジェが完成しました。
| 項目 | 詳細 |
|---|---|
| 加工対象 | |
| 材質 | 木材 (アカシア) |
| 仕上サイズ | 100 × 100 × 20 (mm) |
| 加工設定 | |
| 使用加工機 | Boxion-2015 |
| 使用ツール | 種類: R1mm 超硬ボールエンドミル 刃数: 2枚 |
| 主軸回転数 | 10,000 rpm |
| CAMプログラム | |
| 使用ソフト | Fusion 360 (CAD/CAM) |
| 3Dポケット加工 | 切込み: 0.5 mm 送り速度: 300 mm/min |
| その他 | |
| 総加工時間 | 約3時間 |
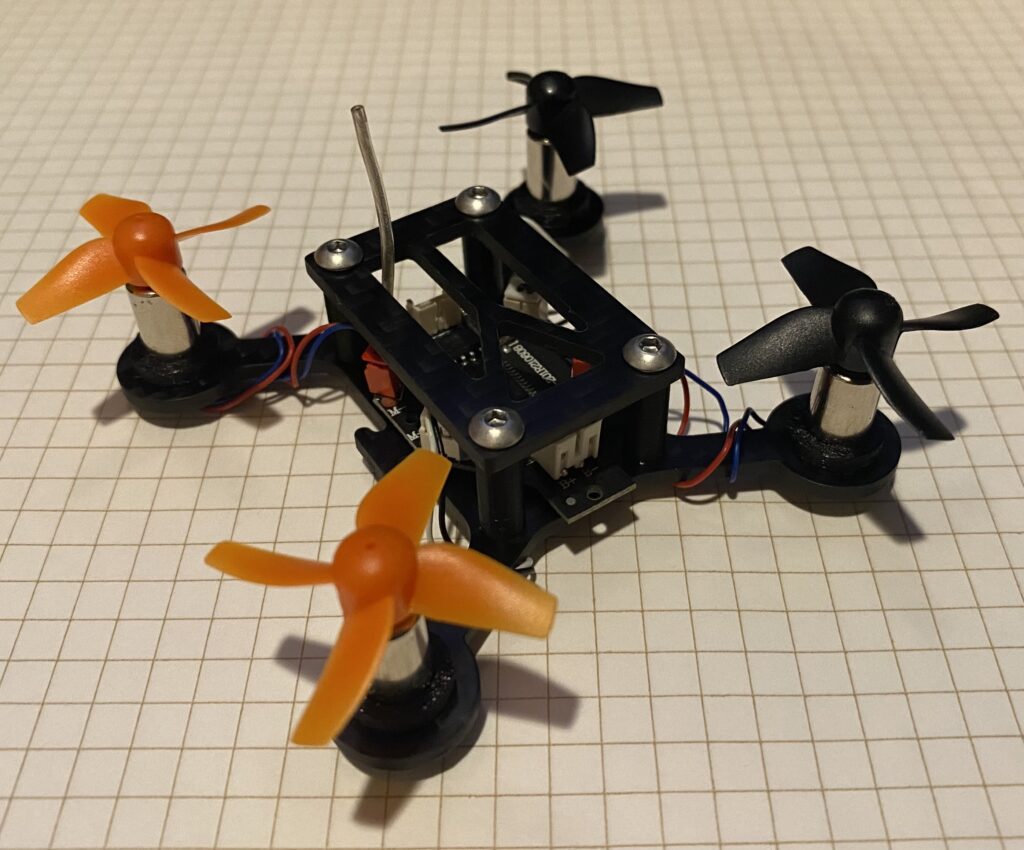
理想の飛行性能を追求し、高強度なカーボンファイバーからオリジナル設計のドローンフレームを削り出しました。加工にはカーボン専用のエンドミルを使い分け、剛性を保ちつつ極限まで軽量化するための緻密な肉抜きポケット加工を施しています。底面と上面、2枚のプレートが完璧に嵌合するよう、外周のコンタ加工精度を徹底的に追求。設計から加工プログラムの作成まで、一貫してFusion 360を使用しています。合計2時間に及ぶ丁寧な加工により、市販品を凌駕する剛性と、計算され尽くした重量バランスを持つ機能美の塊が完成しました。
| 項目 | 詳細 |
|---|---|
| 加工対象 | |
| 材質 | カーボン板 |
| 仕上サイズ | 75 × 150 × 2 (mm) |
| 加工設定 | |
| 使用加工機 | Boxion-2015 |
| 使用ツール | 種類: 1mm 超硬エンドミル 刃数: 2枚 |
| 主軸回転数 | 10000 rpm |
| CAMプログラム | |
| 使用ソフト | Fusion 360 (CAD/CAM) |
| 肉抜きポケット加工 | 切込み: 0.2 mm 送り速度: 500 mm/min |
| 切り抜き加工 | 切込み: 0.2 mm 送り速度: 500 mm/min |
| その他 | |
| 総加工時間 | 約2時間 |
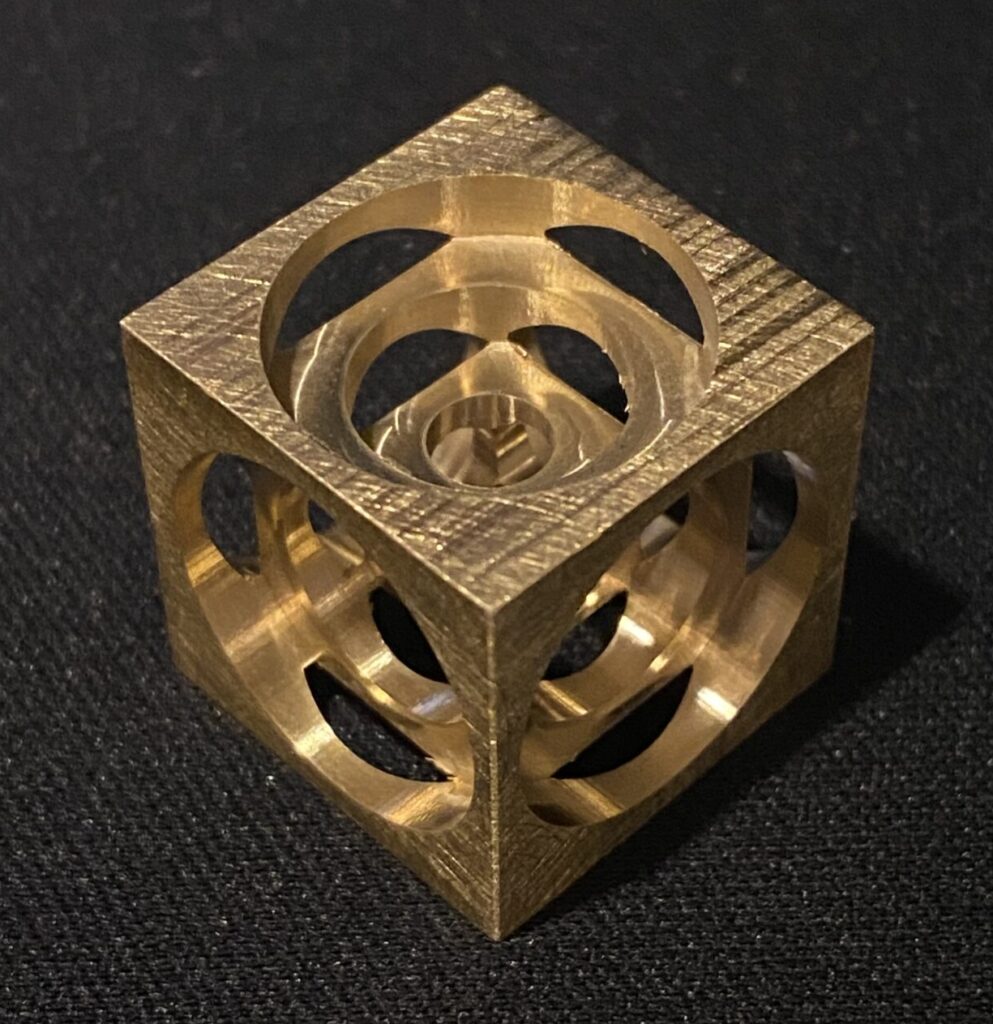
真鍮ブロックから、20mm角のキューブを削り出しました。加工には「Boxion-2015」を使用し、3mmの2枚刃超硬エンドミルを主軸回転数10,000 rpmで設定。特に精度を重視し、ポケット加工では切込み量を0.1mm、送り速度を500 mm/minという条件で、約3時間をかけて丁寧に仕上げました。設計から加工プログラムの作成まで一貫してFusion 360を使用し、シャープなエッジを持つ美しい仕上がりを実現しました。
| 項目 | 詳細 |
|---|---|
| 加工対象 | |
| 材質 | 真鍮 |
| 仕上サイズ | 20 × 20 × 20 (mm) |
| 加工設定 | |
| 使用加工機 | Boxion-2015 |
| 使用ツール | 種類: 3mm 超硬エンドミル 刃数: 2枚 |
| 主軸回転数 | 10,000 rpm |
| CAMプログラム | |
| 使用ソフト | Fusion 360 (CAD/CAM) |
| ポケット加工 | 切込み: 0.1 mm 送り速度: 500 mm/min |
| その他 | |
| 総加工時間 | 約3時間 |